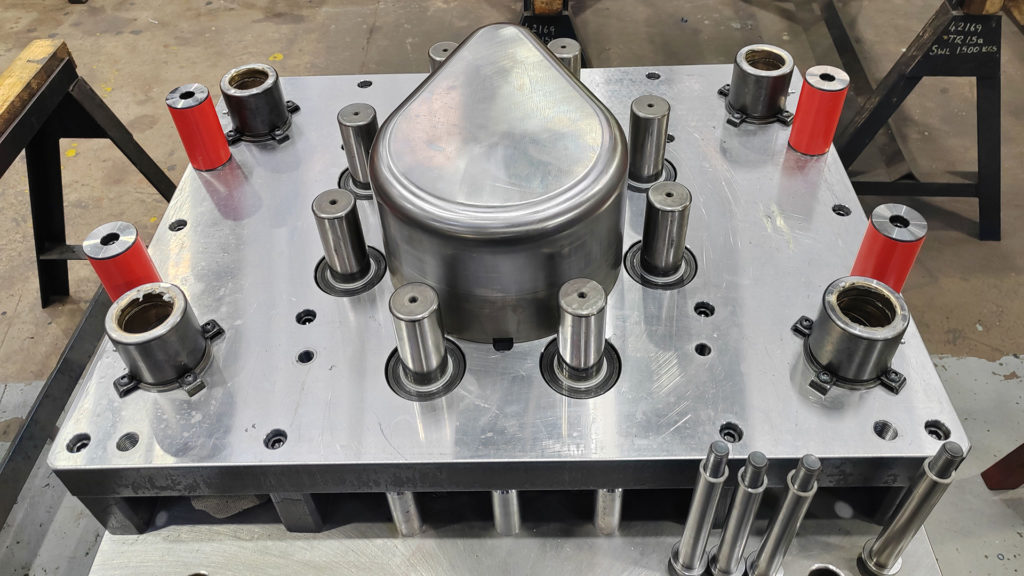
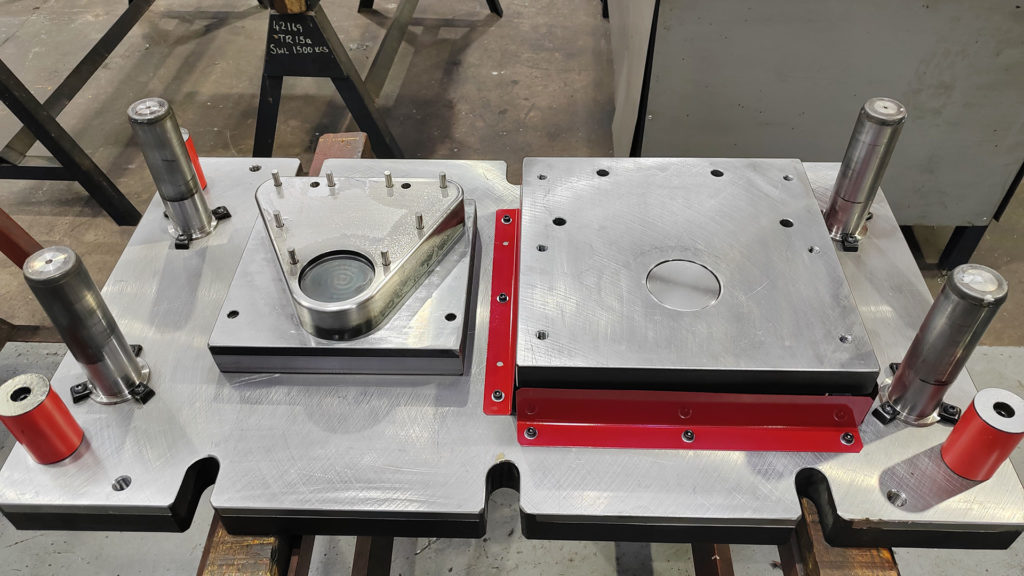
A world-leading manufacturer of emissions-reduction hardware for heavy-duty trucks, marine engines, rail and power-gen applications. Launching a next-generation aftertreatment system, they needed deep-draw expertise to turn their concept models into high-volume, press-ready parts—fast.